
Vervangbare aluminium handhendel vlinderklep met EPDM-zitting



Productdetails
| Afmetingen, drukclassificatie en standaard | |
| Maat | DN40-DN1200 |
| Drukclassificatie | PN10, PN16, CL150, JIS 5K, JIS 10K |
| Face to Face SOA | API609, BS5155, DIN3202, ISO5752 |
| Verbinding STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| Bovenflens STD | ISO 5211 |
| Materiaal | |
| Lichaam | Gietijzer (GG25), nodulair gietijzer (GGG40/50), koolstofstaal (WCB A216), roestvast staal (SS304/SS316/SS304L/SS316L), duplex roestvast staal (2507/1.4529), brons, aluminiumlegering. |
| Schijf | DI+Ni, koolstofstaal (WCB A216), roestvrij staal (SS304/SS316/SS304L/SS316L), duplex roestvrij staal (2507/1.4529), brons, DI/WCB/SS gecoat met epoxyverf/nylon/EPDM/NBR/PTFE/PFA |
| Stang/Schacht | SS416, SS431, SS304, SS316, Duplex roestvrij staal, Monel |
| Stoel | NBR, EPDM/REPDM, PTFE/RPTFE, Viton, Neopreen, Hypalon, Siliconen, PFA |
| Bus | PTFE, Brons |
| O-ring | NBR, EPDM, FKM |
| Actuator | Handhendel, versnellingsbak, elektrische actuator, pneumatische actuator |
Productpresentatie





Productvoordeel
Onze klepzittingen zijn gemaakt van geïmporteerd natuurrubber, met meer dan 50% rubber aan de binnenkant. De zitting heeft een goede elasticiteit en een lange levensduur. De klep kan meer dan 10.000 keer geopend en gesloten worden zonder beschadiging.
De klepzitting is een brede zitting, waardoor de afdichtingsspleet groter is dan bij een standaardzitting. Dit vergemakkelijkt de afdichting van de aansluiting. Een bredere zitting is bovendien eenvoudiger te installeren dan een smalle zitting. De klepzitting heeft een nok met een O-ring aan de spindelzijde, wat zorgt voor een tweede afdichting van de klep.
De klepzitting met 3 bussen en 3 O-ringen ondersteunt de klepstang en garandeert een goede afdichting.
De bouten en moeren zijn gemaakt van SS304-materiaal, dat een betere roestbescherming biedt.
De hendel van de klep is gemaakt van nodulair gietijzer, dat beter bestand is tegen corrosie dan een gewone hendel. De veer en de pen zijn gemaakt van roestvrij staal (SS304). Het hendelgedeelte heeft een halfronde vorm en ligt prettig in de hand.
De pinnen van de vlinderklep zijn van het modulerende type, zeer sterk, slijtvast en zorgen voor een veilige verbinding.
De klep wordt voorzien van een epoxy poedercoating, waarbij de poederlaag een minimale dikte van 250 µm heeft. Het klephuis moet gedurende 3 uur op 200℃ worden verwarmd, waarna de poederlaag gedurende 2 uur op 180℃ moet uitharden.
Na natuurlijke afkoeling heeft het poeder een hogere kleefkracht dan het reguliere type, waardoor gegarandeerd geen kleurverandering optreedt gedurende 36 maanden.
De pneumatische actuator maakt gebruik van een dubbele zuigerconstructie, wat resulteert in een hoge precisie, effectiviteit en een stabiel uitgangskoppel.
ZFA Valve voert strikt de API598-norm uit. We testen alle kleppen aan beide zijden op druktesten, 100% van de productiekosten, om te garanderen dat we onze klanten 100% kwaliteitskleppen leveren.
ZFA Valve is al 17 jaar gespecialiseerd in de productie van kleppen. Met een professioneel productieteam kunnen we onze klanten helpen hun doelen te bereiken dankzij onze stabiele kwaliteit.
Alle klephuizen worden gegoten met behulp van precisiegietmethoden, zoals DI, WCB, roestvrij staal en vele andere materialen, met een perfecte uitstraling. Elke batch heeft een eigen gietnummer, waardoor de herkomst gemakkelijk te traceren is en de materiaalkwaliteit gewaarborgd wordt.
Populaire producten









Productcategorieën
-
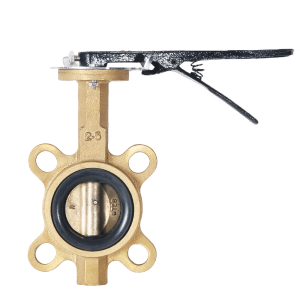
Messing bronzen wafer vlinderklep
-

DN80 Split Body PTFE Full Lined Wafer Butterfly...
-

Wormwiel-gegroefde vlinderklep brandsignaal R...
-

Wafer-type vlinderklep met aluminium handgreep
-

Elektrische WCB gevulkaniseerde zitting met flens en vlinderklep ...
-

DN100 4 inch harde rugleuning, wafer body, vlinderconstructie...





